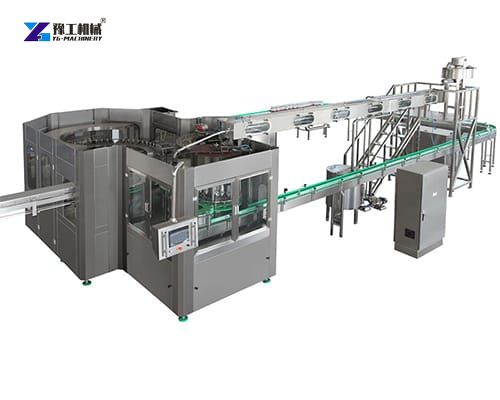
Mineral water bottling machine is an automated or semi-automated system designed to fill clean sanitized bottles with purified or mineral-enriched water and seal them for distribution. In most production lines, this machine is part of a larger bottling line that handles various stages, from preparing the empty bottles to packaging the final product. The core function revolves around accurately dispensing a predetermined volume of water into each bottle under hygienic conditions and then applying a cap to ensure product integrity and shelf life.
mineral water bottling machine
mineral water bottle filling machine
Parameters of the Mineral Water Bottling Machine
Project Name: Full Automatic Complete Mineral Water 1000-8000bph Production Line
PH≥4.6 Drinking water
Material
Shape
Filling volume(ml)
Filling level(mm)
Neck type
PET Bottle
Square or Round Bottle
3000-10000ml
Distance from the bottleneck According to the request
Components of a Complete Mineral Water Bottling Line
A complete mineral water bottling line comprises several interconnected parts, each performing a critical role
Bottle Unscrambler This unit organizes randomly arranged empty bottles into a uniform sequence, preparing them for the rinsing and filling stages.
Air Rinsing Machine Before filling bottles undergo a high-pressure air rinse to remove dust, debris, or residual particles, ensuring internal cleanliness.
Filling Machine The core component is the mineral water bottling machine. Modern fillers use volumetric or gravity-based mechanisms to achieve precise filling levels, minimizing product waste.
Capping Machine Post-filling bottles are sealed with caps or lids. Cappers can handle screw caps, snap-on lids, or press-on seals, depending on bottle design.
Labeling Machine Labels containing brand information, nutritional facts, and regulatory details are applied accurately to enhance brand visibility and compliance.
Packaging Part Filled bottles are grouped into cartons, trays, or shrink-wrapped packs for easy transportation and retail display.
Selecting equipment tailored to your production needs requires careful evaluation of several factors
Production Capacity Assess your current and projected output demands. Opt for a machine that balances speed with scalability to accommodate business growth.
Bottle Specifications Consider bottle shapes sizes and materials. Ensure the machine supports adjustable settings to handle diverse containers.
Filling Accuracy Look for systems with sensors or flow meters that maintain consistent fill levels reducing product giveaway and ensuring compliance with labeling regulations.
filling part of the mineral water bottle filling machine
Upgrading to advanced mineral water bottling machine technology offers numerous advantages
Enhanced Productivity Automation reduces labor dependency and accelerates throughput enabling businesses to meet market demands efficiently.
Superior Product Quality Precise filling and sealing mechanisms prevent contamination leakage or oxidation preserving water freshness and mineral content.
Brand Consistency Accurate labeling and professional packaging strengthen brand identity and consumer trust.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.